
Efficiency misconceptions........
- Thread starter heaterman
- Start date
-
Active since 1995, Hearth.com is THE place on the internet for free information and advice about wood stoves, pellet stoves and other energy saving equipment.
We strive to provide opinions, articles, discussions and history related to Hearth Products and in a more general sense, energy issues.
We promote the EFFICIENT, RESPONSIBLE, CLEAN and SAFE use of all fuels, whether renewable or fossil.
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
- Status
- Not open for further replies.
jebatty
Minister of Fire
That link works, but it looks like the crib method is covered by this procedure. I'm not an engineer, and I might be able to get my head around all of this, but not sure I want or need to get that far. If my question has an answer which I can understand, that would be great. Otherwise, without new information it may be time to move on. Thank you for the link.
Question: I need to think this through more, but what might be the reasons for the variation in efficiency calculation? Shouldn’t the 6050 btu/lb account for the difference between a dry weight calculation and a 20% MC calculation?
Gasifier
Minister of Fire
Speaking of efficiency in any of these boilers I would say this. Boiler cleanliness is next to boiler godliness.
jebatty
Minister of Fire
Frozen Canuck: It takes more energy to heat water from 150 -190 than it does to heat it from 110 - 150. Same 40 delta, so what’s up with this?
I need help with this one. If 1 btu will raise 1 lb of water 1F, then the same btu's are required to raise a set volume of water from 110-150 as 150-190. So why more energy? You must have something else in mind in addition to energy required to raise the temperature of the water.
PassionForFire&Water
Minister of Fire
Delta T from firebox temperature or flue gas temperature to water temp is smaller
Heat exchange is direct related to dT
Heat exchange is direct related to dT
Frozen Canuck: It takes more energy to heat water from 150 -190 than it does to heat it from 110 - 150. Same 40 delta, so what’s up with this?
I need help with this one. If 1 btu will raise 1 lb of water 1F, then the same btu’s are required to raise a set volume of water from 110-150 as 150-190. So why more energy? You must have something else in mind in addition to energy required to raise the temperature of the water.
It's not that it takes more BTUs to heat the water at the higher temp range but it's harder to get the water to absorb the heat since the deltaT , as Marc says, is lower between the flue gases and the water. It takes more heat to raise the temperature of the water but some of that extra energy is going up the flue, not into the water.
The amount of heat it takes to raise the temperature of water does vary with the temperature of the water, but I believe it's less that 1% over the range that wood boilers intentionally use.
jebatty said:Garn deserves credit for posting the test report on the 1500; hopefully it will do the same for the 2000. And I hope other boiler mfrs post similar information, in detail. This kind of information will help shed light on many of the things that we discuss on the forum.
From what I understand the first place the report on the 2000 will be published is on the Garn newsletter that goes out to subscribers via the www. A person can sign up for it on their website.
DaveBP said:Frozen Canuck: It takes more energy to heat water from 150 -190 than it does to heat it from 110 - 150. Same 40 delta, so what’s up with this?
I need help with this one. If 1 btu will raise 1 lb of water 1F, then the same btu’s are required to raise a set volume of water from 110-150 as 150-190. So why more energy? You must have something else in mind in addition to energy required to raise the temperature of the water.
It's not that it takes more BTUs to heat the water at the higher temp range but it's harder to get the water to absorb the heat since the deltaT , as Marc says, is lower between the flue gases and the water. It takes more heat to raise the temperature of the water but some of that extra energy is going up the flue, not into the water.
The amount of heat it takes to raise the temperature of water does vary with the temperature of the water, but I believe it's less that 1% over the range that wood boilers intentionally use.
Viessmann told us at a training school that the real benefit comes when the water temp is low enough to get the flue gas into condensing territory which is generally below 140*. As such, there is not a lot of benefit unless you have a boiler that will tolerate water temps that low. I'm not aware of any standard gassers that are recommended to operate at <150*. I have seen many Garns however that are routinely operated down to the 110-120* range before firing. The Testo will tickle 90% at those temps. Once water temp gets up to 150+ the same unit will read 80-85%.
goosegunner
Minister of Fire
heaterman said:DaveBP said:Frozen Canuck: It takes more energy to heat water from 150 -190 than it does to heat it from 110 - 150. Same 40 delta, so what’s up with this?
I need help with this one. If 1 btu will raise 1 lb of water 1F, then the same btu’s are required to raise a set volume of water from 110-150 as 150-190. So why more energy? You must have something else in mind in addition to energy required to raise the temperature of the water.
It's not that it takes more BTUs to heat the water at the higher temp range but it's harder to get the water to absorb the heat since the deltaT , as Marc says, is lower between the flue gases and the water. It takes more heat to raise the temperature of the water but some of that extra energy is going up the flue, not into the water.
The amount of heat it takes to raise the temperature of water does vary with the temperature of the water, but I believe it's less that 1% over the range that wood boilers intentionally use.
Viessmann told us at a training school that the real benefit comes when the water temp is low enough to get the flue gas into condensing territory which is generally below 140*. As such, there is not a lot of benefit unless you have a boiler that will tolerate water temps that low. I'm not aware of any standard gassers that are recommended to operate at <150*. I have seen many Garns however that are routinely operated down to the 110-120* range before firing. The Testo will tickle 90% at those temps. Once water temp gets up to 150+ the same unit will read 80-85%.
Heaterman,
With your experience with the Garn how does it perform when pushing it to higher temps for high temp emitters?
Many people here are under the impression that the Garn is not the best if using with forced air coil. Does that hold true in real world installs?
I am comfortably running my Econoburn with 1000 gallons of pressurized storage from 185 down to 140. My guess would be that the Garn with 1500 gallons would be even better if it would charge to 185 easily and say stratified.
One thing I don't understand is when the Garn users talk about the mixing pump, what is its purpose? Would that effect stratification for forced air system?
gg
goosegunner said:heaterman said:DaveBP said:Frozen Canuck: It takes more energy to heat water from 150 -190 than it does to heat it from 110 - 150. Same 40 delta, so what’s up with this?
I need help with this one. If 1 btu will raise 1 lb of water 1F, then the same btu’s are required to raise a set volume of water from 110-150 as 150-190. So why more energy? You must have something else in mind in addition to energy required to raise the temperature of the water.
It's not that it takes more BTUs to heat the water at the higher temp range but it's harder to get the water to absorb the heat since the deltaT , as Marc says, is lower between the flue gases and the water. It takes more heat to raise the temperature of the water but some of that extra energy is going up the flue, not into the water.
The amount of heat it takes to raise the temperature of water does vary with the temperature of the water, but I believe it's less that 1% over the range that wood boilers intentionally use.
Viessmann told us at a training school that the real benefit comes when the water temp is low enough to get the flue gas into condensing territory which is generally below 140*. As such, there is not a lot of benefit unless you have a boiler that will tolerate water temps that low. I'm not aware of any standard gassers that are recommended to operate at <150*. I have seen many Garns however that are routinely operated down to the 110-120* range before firing. The Testo will tickle 90% at those temps. Once water temp gets up to 150+ the same unit will read 80-85%.
Heaterman,
With your experience with the Garn how does it perform when pushing it to higher temps for high temp emitters?
Many people here are under the impression that the Garn is not the best if using with forced air coil. Does that hold true in real world installs?
I am comfortably running my Econoburn with 1000 gallons of pressurized storage from 185 down to 140. My guess would be that the Garn with 1500 gallons would be even better if it would charge to 185 easily and say stratified.
One thing I don't understand is when the Garn users talk about the mixing pump, what is its purpose? Would that effect stratification for forced air system?
gg
The limiting factor is not the Garn but rather the hot water coil used in the furnace plenum. This is true regardless of the brand or type of boiler used. A person should always install the largest heating coil possible in order to gain good response time (furnace blower not running endlessly) and maximum use of the water available before having to refire or reburn.
Maximum flexibility in your required water temperature is the goal because that is what allows long and sustained burns, which more than any other factor, make for clean and efficient combustion. Storage doesn't do any good if your system demands 180* water under all circumstances.
As for a mix pump on a Garn, that's entirely unnecessary. A Garn will effectively mix the whole tank within 15 minutes when fired. (the advantage of having the "boiler" inside the storage) After that you want it to stratify so mixing is most definitely not desired.
bpirger
Minister of Fire
I have to get my temp sensors all up and running, to provide some actual data for this next statement, but it seems to me my Garn would have a hard time delivering high temp water for very long. It does seem to drop down from say 190-195 pretty quickly to 160. Actual supplied water out the back, not what the sensors says on the front of the Garn. With a couple of hours after firing and with some amount of load, the water out the back seems to be 10 degrees cooler than the sensor in the front....and then that differential just continues to grow until down to 120's....where things seem to get closer to agreement.
There's been many threads about this "sensor differential", front and actual supply water, and it seems to be somewhat consistent.
My only theory would be that the heating to 190 say isn't very uniform in the tank, i.e. the bottom stays cooler. It's almost like there is stratifcation between the front and back....which I wouldn't think could easily happen. I'd have to think the mixing would be good with the fire inside the water.
But like I say, this is anecdotal (though consistent) at this point....need to get that one-wire sensor controller and software written!
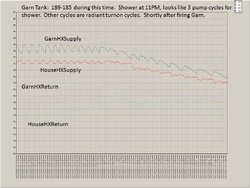
The picture below is the data I did acquire. I started running the sensors just after the fire was done....only for about 2.5 hours total. Note the Garn front well sensor said 189-185 during this time, whereas the water out the back went from 185 down to 163. I have an 00R pump in the Garn to flat plate HX loop, all 2" IPS, 1.5" IPS, or 1.25" copper and a total length of about 20'. If you figure the flow is 5 gpm and take a 40 degree delta T, that's 100k BTU/hr. BUT, the pumps is actually running only a small part of this time, the rising edge of the curves....which is more like 25% of the plot....or call it 1 hour even. So that's 50,000 BTU out of the Garn. Which should be about 5 degrees on a 1500. Yet the supply temp out of the back of the Garn has dropped considerably more than that....from 185 to call it maybe 165. The other complication here is the system is cycling the demand (call for heat), so it could be that the temp would reach a higher level if it ran continuously....I guess I can't really tell from the plots if the temp would keep rising higher or not. The radiant load will have a lower boiler setpoint than the DHW load. Notice at 11PM the DHW came on and ran through 3 cycles of call for heat.
So, like I say, I need better data to really know. But I consistently get the feeling that the higher temps diminish quite fast. I do have some non-ideal piping at the moment still, so I'm going to lose more at higher temps becuase of larger delta T, but I wouldn't think I'd lose THAT much more.
There's been many threads about this "sensor differential", front and actual supply water, and it seems to be somewhat consistent.
My only theory would be that the heating to 190 say isn't very uniform in the tank, i.e. the bottom stays cooler. It's almost like there is stratifcation between the front and back....which I wouldn't think could easily happen. I'd have to think the mixing would be good with the fire inside the water.
But like I say, this is anecdotal (though consistent) at this point....need to get that one-wire sensor controller and software written!
The picture below is the data I did acquire. I started running the sensors just after the fire was done....only for about 2.5 hours total. Note the Garn front well sensor said 189-185 during this time, whereas the water out the back went from 185 down to 163. I have an 00R pump in the Garn to flat plate HX loop, all 2" IPS, 1.5" IPS, or 1.25" copper and a total length of about 20'. If you figure the flow is 5 gpm and take a 40 degree delta T, that's 100k BTU/hr. BUT, the pumps is actually running only a small part of this time, the rising edge of the curves....which is more like 25% of the plot....or call it 1 hour even. So that's 50,000 BTU out of the Garn. Which should be about 5 degrees on a 1500. Yet the supply temp out of the back of the Garn has dropped considerably more than that....from 185 to call it maybe 165. The other complication here is the system is cycling the demand (call for heat), so it could be that the temp would reach a higher level if it ran continuously....I guess I can't really tell from the plots if the temp would keep rising higher or not. The radiant load will have a lower boiler setpoint than the DHW load. Notice at 11PM the DHW came on and ran through 3 cycles of call for heat.
So, like I say, I need better data to really know. But I consistently get the feeling that the higher temps diminish quite fast. I do have some non-ideal piping at the moment still, so I'm going to lose more at higher temps becuase of larger delta T, but I wouldn't think I'd lose THAT much more.
Attachments
jebatty
Minister of Fire
heaterman: I’m not aware of any standard gassers that are recommended to operate at <150*. I have seen many Garns however that are routinely operated down to the 110-120* range before firing.
Once again, I'm missing something. With the Garn hx tube snaking through the water, it seems to me that if [flue gas] is down to the 110-120F range, it will cool any water in the Garn that is higher than that temperature. Isn't that one of the chief reasons Garn is marketing a control that shuts the draft blower down as the fire burns down? And in the Garn 1500 test report, it is carefully mentioned that the fire is considered "out" when it no longer is raising the temperature of the water. That makes sense, otherwise the flue is cooling the water down. I will need it explained to me how flue gas lower than the temperature of the surrounding water works in the Garn to extract more heat from the near dead to dead fire.
jebatty said:heaterman: I’m not aware of any standard gassers that are recommended to operate at <150*. I have seen many Garns however that are routinely operated down to the 110-120* range before firing.
Once again, I'm missing something. With the Garn hx tube snaking through the water, it seems to me that if [flue gas] is down to the 110-120F range, it will cool any water in the Garn that is higher than that temperature. Isn't that one of the chief reasons Garn is marketing a control that shuts the draft blower down as the fire burns down? And in the Garn 1500 test report, it is carefully mentioned that the fire is considered "out" when it no longer is raising the temperature of the water. That makes sense, otherwise the flue is cooling the water down. I will need it explained to me how flue gas lower than the temperature of the surrounding water works in the Garn to extract more heat from the near dead to dead fire.
Well let's see if I can elucidate, pontificate and further emote on the question.......
")
Flue gas temp on a Garn is monitored at the beginning of the last pass (5th) of the HX tube.
Consider first that a Garn uses outside air for combustion which enters the boiler at whatever the OD ambient is at the moment. Could be 35*, could be -20*. Whatever it is, no air is exhausted from the building the unit is located in.
Now consider that the Garn control shuts down the combustion fan not based on time but rather looks for a 5* temperature differential between the water at the tank sensor and the thermocouple in the previously mentioned location. The factory says that incoming air will be raised approximately 75* before hitting the firebox. So let's assume a 10* ambient and add 75* for an actual air temp of 85* incoming. Now assume that the storage is at the temp you mentioned of 120*. If there is no fire, or even any appreciable number of coals in the firebox, the flue gas temp would be hard pressed to reach the actual tank temperature. In fact it would be impossible unless heat were being added. Therefore the combustion fan shuts down at the end of the cycle.
At the opposite end of the cycle, firing up, the control holds the combustion fan contact in for 5 minutes before it looks for the flue gas temp. That allows time for the temp to come up after loading and starting the fan. Once it "sees the flue gas temp come up above the water temp, which can only happen if a fire is present, it then allows the combustion fan to run until that "stasis point" of 5* differential is hit again and it shuts down.
On the previous manual control, the user had a maximum time of 6 hours available and it was strictly up to him/her to observe whether the wood had kindled after loading.
That help or did I miss your question entirely?
jebatty
Minister of Fire
It helps a lot, but I still need some clarity. First, I think I misunderstood your statement
I mistakenly took that to mean that Garns regularly operated with flue gas in the 110-120* range, and now I see that you meant that Garn water storage is regularly drawn down to this range before the Garn is refired. We all know that flue gas must be considerably above 212F to prevent condensation, and the Garn is no different in this regard than other gasification boilers.
I also now understand the new controller better. If on firing Garn water storage temp is brought up to 180F, for example, and as the fire burns down flue gas and air being drawn through the extraction tube drops to below 185F, the draft blower shuts down. Obviously there is no fire and no heat to be extracted to the water if flue gas is below 185F. This is a welcome addition to the Garn and would be very useful to all of the Garn owners who still rely on a timer that on occasion they may have set too long and the blower kept moving cold air through the Garn and cooling it down after the fire has burned out. The Tarm which I bought in 2007 was equipped with this kind of control and it too shuts the draft fan down when the flue gas has insufficient temp to add heat to the water.
Here is where I need more clarity because I think this statement is very misleading:
On a personal level I always operate my Tarm when storage temperature is less than 150*, and frequently down to 100*, as my radiant is supplied at 100* with a mixing valve. The Garn has integral storage, I have added storage with a 1000 gal tank I bought for $900. It is misleading to compare a gasification boiler without storage to a gasification boiler with storage, be that a Tarm with storage or a Garn with storage. You, me and others have consistently recommended storage for gasification boilers, as have manufacturers. I think on reflection you would agree that you are aware of a great many standard gassers with storage, and perhaps every gasser with storage that you are aware of, that are perfectly suited to operate when storage is < 150*.
I have seen many Garns however that are routinely operated down to the 110-120* range before firing.
I mistakenly took that to mean that Garns regularly operated with flue gas in the 110-120* range, and now I see that you meant that Garn water storage is regularly drawn down to this range before the Garn is refired. We all know that flue gas must be considerably above 212F to prevent condensation, and the Garn is no different in this regard than other gasification boilers.
I also now understand the new controller better. If on firing Garn water storage temp is brought up to 180F, for example, and as the fire burns down flue gas and air being drawn through the extraction tube drops to below 185F, the draft blower shuts down. Obviously there is no fire and no heat to be extracted to the water if flue gas is below 185F. This is a welcome addition to the Garn and would be very useful to all of the Garn owners who still rely on a timer that on occasion they may have set too long and the blower kept moving cold air through the Garn and cooling it down after the fire has burned out. The Tarm which I bought in 2007 was equipped with this kind of control and it too shuts the draft fan down when the flue gas has insufficient temp to add heat to the water.
Here is where I need more clarity because I think this statement is very misleading:
heaterman: I’m not aware of any standard gassers that are recommended to operate at <150*.
On a personal level I always operate my Tarm when storage temperature is less than 150*, and frequently down to 100*, as my radiant is supplied at 100* with a mixing valve. The Garn has integral storage, I have added storage with a 1000 gal tank I bought for $900. It is misleading to compare a gasification boiler without storage to a gasification boiler with storage, be that a Tarm with storage or a Garn with storage. You, me and others have consistently recommended storage for gasification boilers, as have manufacturers. I think on reflection you would agree that you are aware of a great many standard gassers with storage, and perhaps every gasser with storage that you are aware of, that are perfectly suited to operate when storage is < 150*.
jebatty said:It helps a lot, but I still need some clarity. First, I think I misunderstood your statement
I have seen many Garns however that are routinely operated down to the 110-120* range before firing.
I mistakenly took that to mean that Garns regularly operated with flue gas in the 110-120* range, and now I see that you meant that Garn water storage is regularly drawn down to this range before the Garn is refired. We all know that flue gas must be considerably above 212F to prevent condensation, and the Garn is no different in this regard than other gasification boilers.
I also now understand the new controller better. If on firing Garn water storage temp is brought up to 180F, for example, and as the fire burns down flue gas and air being drawn through the extraction tube drops to below 185F, the draft blower shuts down. Obviously there is no fire and no heat to be extracted to the water if flue gas is below 185F. This is a welcome addition to the Garn and would be very useful to all of the Garn owners who still rely on a timer that on occasion they may have set too long and the blower kept moving cold air through the Garn and cooling it down after the fire has burned out. The Tarm which I bought in 2007 was equipped with this kind of control and it too shuts the draft fan down when the flue gas has insufficient temp to add heat to the water.
Here is where I need more clarity because I think this statement is very misleading:
heaterman: I’m not aware of any standard gassers that are recommended to operate at <150*.
On a personal level I always operate my Tarm when storage temperature is less than 150*, and frequently down to 100*, as my radiant is supplied at 100* with a mixing valve. The Garn has integral storage, I have added storage with a 1000 gal tank I bought for $900. It is misleading to compare a gasification boiler without storage to a gasification boiler with storage, be that a Tarm with storage or a Garn with storage. You, me and others have consistently recommended storage for gasification boilers, as have manufacturers. I think on reflection you would agree that you are aware of a great many standard gassers with storage, and perhaps every gasser with storage that you are aware of, that are perfectly suited to operate when storage is < 150*.
No it is not misleading and my apologies if the statement appears so. It is a fact and one of the true beauties of the Garn design as I see it. Let me explain as best I can.
On any downdraft gasser connected to storage, be it Tarm, EKO, Econoburn, Effecta, Wood Gun, or whatever, it is imperative to protect the boiler from low storage temperatures during firing by raising the boiler water temperature to around 150*. Typically this is accomplished through the use of some type of mixing device such as a Termovar thermostatically controlled valve and is near universally recommended by all manufacturers.
If the boiler is allowed to "deal with" the full load of the storage under situations where it is much below the 140-150* level, a sticky mess will soon develop in the heat exchanger tubes. This occurs due to flue gas condensation at water temps below the 140 mark. At least that has been my experience and observation.......
On any Garn I have seen which is allowed to hit water temperatures of <140*, all the way down to levels near 110-120, this condensation just simply does not happen. Let me be the first to say that I am not an uber guru when it comes to combustion technology but I have an inkling that this is so because of the design of the Garn which is different than any other gasification boiler.
There are two major factors in the Garn HX design which differentiate it from any other gasser I am aware of. The first is that all the combustion air/flue gas goes through a single pass, or HX tube if you will. Other gassers use many tubes or a variation of that design where the flue gas is "divided" in several smaller tubes, or something similar, coming from a main chamber. The second is the flue gas velocity which exists in a Garn. As far as I know there is no other wood burner that operates with the "force" existing in a Garn flue tube.
The benefit of a long single tube heat exchanger is pretty obvious when you consider it. If one would measure temperatures at the beginning of each of the five sections, you would find that only in the last 10 feet of the Garn heat exchanger do flue gasses drop into the range where condensation is possible. On a multiple tube design or some variation thereof, the entire heat exchanger can be exposed to lower than desired flue gas temperatures, the results of which are less than satisfactory.
The second thing that is different on a Garn is flue gas velocity which is much higher than any other unit I have seen. My gut feeling is that this high velocity serves to keep moisture that may be occurring in that last pass, in suspension so to speak and not allow it to puddle in the tube itself. This is evidenced by the cloud of steam which is commonly observed coming from a Garn exhaust. (When you get down to 100* water temp one will see liquid condensation dripping from the exhaust and that is to be avoided)
All of that is just my "hunch" and is based on nothing more than what my Testo tells me and simple observation. I could be way off base on this but I have to say that after seeing many of them consistently fired into low water temperatures with no ill effect.......there has to be something going on that is different.
Hope that clarifies things. It's as good as I can do with my limited knowledge.
jebatty
Minister of Fire
All you're saying is that the Garn as supplied has integral storage and is of a design that does not require return water protection for operation at storage temp < 150*. No dispute.
All that I'm saying is that a standard gasser properly installed with sufficient added storage and return water protection, which I assumed was obvious but now state for clarity, operates perfectly satisfactorily at storage temps <150*. No dispute. That is something I have done now into my 5th heating system without a drop of "sticky mess." It is something which I would venture to say 100's of standard gasser users also have enjoyed.
Perhaps standard gasser mfrs may be faulted for not marketing a combined gasser, storage, and return water protection in one package price. So be it. They have left options and choices for consumers to size according to their needs. Yet all so far as I know, except Wood Gun, recommend or require storage; and all, even Wood Gun, require return water protection. Wood Gun also clearly benefits from added storage. And if this does not appear obvious from their manuals, it is obvious from the great many posts on Hearth.com. Conscientious buyers are well advised of these requirements
All that I'm saying is that a standard gasser properly installed with sufficient added storage and return water protection, which I assumed was obvious but now state for clarity, operates perfectly satisfactorily at storage temps <150*. No dispute. That is something I have done now into my 5th heating system without a drop of "sticky mess." It is something which I would venture to say 100's of standard gasser users also have enjoyed.
Perhaps standard gasser mfrs may be faulted for not marketing a combined gasser, storage, and return water protection in one package price. So be it. They have left options and choices for consumers to size according to their needs. Yet all so far as I know, except Wood Gun, recommend or require storage; and all, even Wood Gun, require return water protection. Wood Gun also clearly benefits from added storage. And if this does not appear obvious from their manuals, it is obvious from the great many posts on Hearth.com. Conscientious buyers are well advised of these requirements
woodsmaster
Minister of Fire
I could be wrong, but what I think in short is what heaterman is saying is the the garn is more efficient due to it not needing the
mixing valve. Easier to heat the colder water than the warmer water.
mixing valve. Easier to heat the colder water than the warmer water.
jebatty
Minister of Fire
jebatty
Minister of Fire
goosegunner: Heaterman, With your experience with the Garn how does it perform when pushing it to higher temps for high temp emitters?
Many people here are under the impression that the Garn is not the best if using with forced air coil. Does that hold true in real world installs?
I am comfortably running my Econoburn with 1000 gallons of pressurized storage from 185 down to 140. My guess would be that the Garn with 1500 gallons would be even better if it would charge to 185 easily and say stratified.
Heaterman: The limiting factor is not the Garn but rather the hot water coil used in the furnace plenum.... A person should always install the largest heating coil possible in order to gain good response time (furnace blower not running endlessly) and maximum use of the water available before having to refire or reburn.
Maximum flexibility in your required water temperature is the goal because that is what allows long and sustained burns, which more than any other factor, make for clean and efficient combustion. Storage doesn’t do any good if your system demands 180* water under all circumstances.
This is partially true. Given that a system has installed the largest heating coil possible, then an ability to supply hotter rather than cooler water adds "Maximum flexibility in your required water temperature." For example, if a system requires 140* water and storage of a set volume can only deliver 175* water, that system will have less flexibility than if storage can deliver 185* water. In goosegunner's case, he has pressurized storage. A Garn has open storage, and if used in a pressurized system must employ a heat exchanger. Most heat exchangers are spec'd with a 10* approach temperature, meaning that if the open storage is at 185*, pressurized supply through the heat exchanger will be 175*. That is a loss of 10F in flexibility, or a loss of nearly 30% of usable storage capacity in this example.
Heat exchangers can be spec'd with closer approach temperatures, but the cost also rises dramatically. There is no feasible heat exchanger which can operate at 0F approach temperature to match the pressurized storage temperature. I work with a Garn system with a substantially oversized heat exchanger which achieves an approach temperature of 5* at 69 gpm, very good. But still, there is a loss of 5* in flexibility. For a 1500 gallon system, which is the smallest Garn that I know of, as compared to 1500 gallons of pressurized storage, that equates to a loss of 62,475 btu's at 5* approach and 124,950 btu's at 10* approach. Depending on heat demand, that can make a substantial difference. In my shop, with typical demand of 12,000 btuh, that is 5-10 hours of extra heat from pressurized storage as opposed to open storage and a heat exchanger.
DaBackBurner
Member
jebatty said:goosegunner: Heaterman, With your experience with the Garn how does it perform when pushing it to higher temps for high temp emitters?
Many people here are under the impression that the Garn is not the best if using with forced air coil. Does that hold true in real world installs?
I am comfortably running my Econoburn with 1000 gallons of pressurized storage from 185 down to 140. My guess would be that the Garn with 1500 gallons would be even better if it would charge to 185 easily and say stratified.
Heaterman: The limiting factor is not the Garn but rather the hot water coil used in the furnace plenum.... A person should always install the largest heating coil possible in order to gain good response time (furnace blower not running endlessly) and maximum use of the water available before having to refire or reburn.
Maximum flexibility in your required water temperature is the goal because that is what allows long and sustained burns, which more than any other factor, make for clean and efficient combustion. Storage doesn’t do any good if your system demands 180* water under all circumstances.
This is partially true. Given that a system has installed the largest heating coil possible, then an ability to supply hotter rather than cooler water adds "Maximum flexibility in your required water temperature." For example, if a system requires 140* water and storage of a set volume can only deliver 175* water, that system will have less flexibility than if storage can deliver 185* water. In goosegunner's case, he has pressurized storage. A Garn has open storage, and if used in a pressurized system must employ a heat exchanger. Most heat exchangers are spec'd with a 10* approach temperature, meaning that if the open storage is at 185*, pressurized supply through the heat exchanger will be 175*. That is a loss of 10F in flexibility, or a loss of nearly 30% of usable storage capacity in this example.
Heat exchangers can be spec'd with closer approach temperatures, but the cost also rises dramatically. There is no feasible heat exchanger which can operate at 0F approach temperature to match the pressurized storage temperature. I work with a Garn system with a substantially oversized heat exchanger which achieves an approach temperature of 5* at 69 gpm, very good. But still, there is a loss of 5* in flexibility. For a 1500 gallon system, which is the smallest Garn that I know of, as compared to 1500 gallons of pressurized storage, that equates to a loss of 62,475 btu's at 5* approach and 124,950 btu's at 10* approach. Depending on heat demand, that can make a substantial difference. In my shop, with typical demand of 12,000 btuh, that is 5-10 hours of extra heat from pressurized storage as opposed to open storage and a heat exchanger.
This is precisely why I didn't add 'another' heat exchanger (flat plate or other) between the Garn and my workshop loops nor between the Garn and the water-air exchanger in the plenum for one of the homes I am heating. I don't have another 'loss'. Careful consideration for "Net Positive Suction Head" for the pumps has to be considered though. This has worked out nicely for me so far. I'm not a professional and I guess time will tell if running these systems non-pressurized vs pressurized will have any adverse effects.
hobbyheater
Minister of Fire
heaterman said:If the boiler is allowed to "deal with" the full load of the storage under situations where it is much below the 140-150* level, a sticky mess will soon develop in the heat exchanger tubes.
The second thing that is different on a Garn is flue gas velocity which is much higher than any other unit I have seen.
Hope that clarifies things. It's as good as I can do with my limited knowledge.
A bit of history here. :bug:
The Jetstream regularly sees return water of 110F and I have never seen a sticky mess in the heat exchanger tubes. The cooler water inhibits the burning of wood in the loading tube.
Flue gas velocity is 1/3 the speed of sound through the refractory tunnel (nozzle).
Had the Garn been around in 1981, there would have likely been a Garn in our boiler room :exclaim:
Attachments


A couple clarifications:
Number 1. I just want to make clear that the velocity of the flue gas in the Garn is the primary difference between it and other boilers. It is high enough to achieve turbulent rather than laminar air flow and that is how they are able to fire directly into low water temps. I don't think there is anything else on the market that reaches that kind of velocity and that is the reason for the Garn not requiring boiler water temperature protection at any levels normally encountered.
Number 2. The Garn control in its current form does not look for a fixed water temperature or time. It looks for the differential between the water temp and the flue gas. If for instance you had a situation where the tank was at 140 at the end of the burn, the blower would shut down at approximately 145* flue gas temp. If you were at 170* in the tank the control would look for 175* and so on.
When it see's that differential, at whatever actual temperatures happen to be present, it then starts a 10 minute countdown as it looks for any increase in flue temps, such as if a person would reload. If no increase occurs, it will shut off the blower at the end of the 10 minute countdown cycle.
Number 1. I just want to make clear that the velocity of the flue gas in the Garn is the primary difference between it and other boilers. It is high enough to achieve turbulent rather than laminar air flow and that is how they are able to fire directly into low water temps. I don't think there is anything else on the market that reaches that kind of velocity and that is the reason for the Garn not requiring boiler water temperature protection at any levels normally encountered.
Number 2. The Garn control in its current form does not look for a fixed water temperature or time. It looks for the differential between the water temp and the flue gas. If for instance you had a situation where the tank was at 140 at the end of the burn, the blower would shut down at approximately 145* flue gas temp. If you were at 170* in the tank the control would look for 175* and so on.
When it see's that differential, at whatever actual temperatures happen to be present, it then starts a 10 minute countdown as it looks for any increase in flue temps, such as if a person would reload. If no increase occurs, it will shut off the blower at the end of the 10 minute countdown cycle.
goosegunner
Minister of Fire
My system is pressurized because of the Econoburn with storage. I originally had a OWB with my forced air coil, it was not pressurized. If I had the Garn i would not have a heat exchanger between my load and the Garn water. I think that would allow the maximum use of the Garn storage.
The big question is how well does the Garn function when pushing the water to 185-190?
gg
The big question is how well does the Garn function when pushing the water to 185-190?
gg
hobbyheater said:heaterman said:If the boiler is allowed to "deal with" the full load of the storage under situations where it is much below the 140-150* level, a sticky mess will soon develop in the heat exchanger tubes.
The second thing that is different on a Garn is flue gas velocity which is much higher than any other unit I have seen.
Hope that clarifies things. It's as good as I can do with my limited knowledge.
A bit of history here. :bug:
The Jetstream regularly sees return water of 110F and I have never seen a sticky mess in the heat exchanger tubes. The cooler water inhibits the burning of wood in the loading tube.
Flue gas velocity is 1/3 the speed of sound through the refractory tunnel (nozzle).
Had the Garn been around in 1981, there would have likely been a Garn in our boiler room :exclaim:
Turbulent air flow "scrubs" the heat exchanger walls every time the boiler runs. Interesting that the Jetstream. And Garn were designed about the same time.
DaBackBurner
Member
goosegunner said:My system is pressurized because of the Econoburn with storage. I originally had a OWB with my forced air coil, it was not pressurized. If I had the Garn i would not have a heat exchanger between my load and the Garn water. I think that would allow the maximum use of the Garn storage.
The big question is how well does the Garn function when pushing the water to 185-190?
gg
I usually don't run the Garn up to those storage temperatures as I don't have the need for such high water temperatures for my heat emitters, but I do encounter these temps. from time to time because I have overestimated my wood load. For those occasions it is too efficient. %-P
- Status
- Not open for further replies.
Similar threads
- Replies
- 4
- Views
- 466
- Replies
- 8
- Views
- 2K
- Replies
- 7
- Views
- 1K