
See Part 1 for general information; Part 1 and Part 2 for specific information on the Garn; and also Part 3 for additional pictures.
Wood Gun E500 - Update
Plumbing Problem Data Fix
The plumbing problem I identified earlier with regard to the WG was an incorrect installation of the mixing valve to provide return water protection to the WG. It was installed backwards with the effect, based on the sensors, of mixing down the WG supply to 160F based on the return line location of the mixing valve control sensor. The net effect was to mix-down WG supply to the system to about 165F+/-, as well as more than likely creating some return/supply turbulence in the area around the valve which affected my temperature sensors from the burn a week ago, resulting in the anomaly I mentioned. To obtain accurate readings of WG supply and return temperature, I moved my return sensor to a point about two feet above the return fitting on the WG, which also was more than10 feet from the mixing valve. I moved the supply sensor to a point between the WG supply fitting and the circulator, which is installed on the supply line with the mixing valve on the opposite side of the circulator. At these locations any turbulence in the pipes caused by the mixing valve which would impact temperature sensor readings should be nonexistent.
Successful Burn and Mother Nature Cooperated
The weather forecast was cold, with forecasted night temps to get down to -15F. As noted below, Mother Nature held more than true. As with last weeks’ Garn test burn, Deep Portage was in low occupancy status, so occupancy/system demand conditions were as close as possible to identical of the prior week
The Garn had been allowed to burn out and its firebox to cool down before the start of the WG test burn period. I left the Garn and Garn HX circulators “on,†however, so that the Garn 3200 gallon tank could operate to provide some buffering storage capacity for the WG supply, in the event the WG supply exceeded system demand, which otherwise would cause the WG to go into idle cycles. This strategy proved to be of benefit during the test period, as Garn tank temperature moved up and down within a 5F range during the WG burn periods, so the Garn tank definitely was buffering excess WG output to the system. This buffering capacity is not available when the Garn is being fired simultaneous with the WG, and the WG has idled when both boilers have been fired. Dedicated pressurized storage for the WG would be of benefit to Deep Portage to allow the WG to operate most efficiently independently of the Garn.
The results:
A. Burn Rate. As for the prior week, BTUh input during the WG test burn is estimated at 600,500 (100 lbs/hour, 6,050 BTU/lb, 20% MC, 400F flue temp), same as for the Garn. I loaded the WG at the rate of 100 lbs on the hour, with one exception, that being one load of 125 lbs to see if the WG could burn at a rate higher than 100 lbs/hr. It cannot, as at the end of that hour there still was a good quantity of unburned wood in the firebox. With 100 lb loads, at the end of each hour the fire would be down to low burn (some mostly burned logs plus coals).
B. WG Temperature. The WG analog temperature gauge on the front started at 174F at 3:00 pm (outside temp of 4F), rose to 183F by 6:00 pm (outside temp of -2F), and then stayed mostly between 178-181F, up and down, until 5:00 am (outside temp of -18F) Saturday morning when the test burn ended. I ended at this time because system temperatures had fallen to a point not sufficient to maintain interior temperatures at the desired level. The “desired†minimum system supply temperature is 140F.
The WG temperature gauge reads about 5F higher than the sensor measuring WG supply, just as with the Garn. During the entire burn WG temperature gauge supply temperature ranged between 172-183F, up and down; WG sensor supply temperature ranged between 167-176F, up and down, and WG return temperature stayed at a virtual constant Correction: 151F.I attribute a significant part of the variation in supply temperature to coals blocking the slots to the gasification ceramics and impeding gasification burn in the WG. Several times I had to rake the coals away from the slots to make sure that they were open, and after doing this supply temperature would rise. This procedure is recommended in the WG manual.
C. BTU Input. Beginning at 3:00 pm on February 25 and ending with at 5:00 am on February 26, the WG burned 1,433 lbs of wood, which at 6,050 BTU/lb amounts to 8,669,650 BTU input.
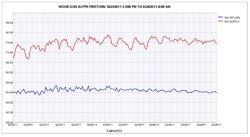
D. BTU Output. I had Dallas 1-wire DS18b20 sensors located as mentioned above. This data showing delta-T WG supply/return along with calculated flow rate shows BTU output. The chart which follows shows WG measured supply and return temperatures. From the data underlying this chart, I averaged delta-T, which was 23.74F degrees. Flow rate is calculated at 50 gpm. BTUh = 23.74 x 500 x 50 = 593,500. Total hours = 14. For the 14 hour period, BTU output was 8,309,000.
E. Efficiency. Based on BTU input of 8,669,650 and BTU output of 8,309,000, efficiency can be calculated by BTU Output / BTU Input, which is 95.8%, vs 86% for the Garn.
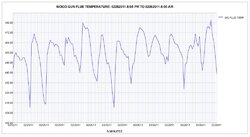
F. I also was able to log WG flue temperature, as it has an accessible steel flue fitting on the bottom of one side which received hot flue gases immediately as they exited the WG. I drilled a hole and inserted a probe K-type sensor into the center of the flue. Flue temperature were consistent between 420-480F, high burn and low burn included. Following is a chart showing WG flue gas temperature over the burn test period from 5:00 pm to 5:00 am.
Wood Gun E500 - Update
Plumbing Problem Data Fix
The plumbing problem I identified earlier with regard to the WG was an incorrect installation of the mixing valve to provide return water protection to the WG. It was installed backwards with the effect, based on the sensors, of mixing down the WG supply to 160F based on the return line location of the mixing valve control sensor. The net effect was to mix-down WG supply to the system to about 165F+/-, as well as more than likely creating some return/supply turbulence in the area around the valve which affected my temperature sensors from the burn a week ago, resulting in the anomaly I mentioned. To obtain accurate readings of WG supply and return temperature, I moved my return sensor to a point about two feet above the return fitting on the WG, which also was more than10 feet from the mixing valve. I moved the supply sensor to a point between the WG supply fitting and the circulator, which is installed on the supply line with the mixing valve on the opposite side of the circulator. At these locations any turbulence in the pipes caused by the mixing valve which would impact temperature sensor readings should be nonexistent.
Successful Burn and Mother Nature Cooperated
The weather forecast was cold, with forecasted night temps to get down to -15F. As noted below, Mother Nature held more than true. As with last weeks’ Garn test burn, Deep Portage was in low occupancy status, so occupancy/system demand conditions were as close as possible to identical of the prior week
The Garn had been allowed to burn out and its firebox to cool down before the start of the WG test burn period. I left the Garn and Garn HX circulators “on,†however, so that the Garn 3200 gallon tank could operate to provide some buffering storage capacity for the WG supply, in the event the WG supply exceeded system demand, which otherwise would cause the WG to go into idle cycles. This strategy proved to be of benefit during the test period, as Garn tank temperature moved up and down within a 5F range during the WG burn periods, so the Garn tank definitely was buffering excess WG output to the system. This buffering capacity is not available when the Garn is being fired simultaneous with the WG, and the WG has idled when both boilers have been fired. Dedicated pressurized storage for the WG would be of benefit to Deep Portage to allow the WG to operate most efficiently independently of the Garn.
The results:
A. Burn Rate. As for the prior week, BTUh input during the WG test burn is estimated at 600,500 (100 lbs/hour, 6,050 BTU/lb, 20% MC, 400F flue temp), same as for the Garn. I loaded the WG at the rate of 100 lbs on the hour, with one exception, that being one load of 125 lbs to see if the WG could burn at a rate higher than 100 lbs/hr. It cannot, as at the end of that hour there still was a good quantity of unburned wood in the firebox. With 100 lb loads, at the end of each hour the fire would be down to low burn (some mostly burned logs plus coals).
B. WG Temperature. The WG analog temperature gauge on the front started at 174F at 3:00 pm (outside temp of 4F), rose to 183F by 6:00 pm (outside temp of -2F), and then stayed mostly between 178-181F, up and down, until 5:00 am (outside temp of -18F) Saturday morning when the test burn ended. I ended at this time because system temperatures had fallen to a point not sufficient to maintain interior temperatures at the desired level. The “desired†minimum system supply temperature is 140F.
The WG temperature gauge reads about 5F higher than the sensor measuring WG supply, just as with the Garn. During the entire burn WG temperature gauge supply temperature ranged between 172-183F, up and down; WG sensor supply temperature ranged between 167-176F, up and down, and WG return temperature stayed at a virtual constant Correction: 151F.I attribute a significant part of the variation in supply temperature to coals blocking the slots to the gasification ceramics and impeding gasification burn in the WG. Several times I had to rake the coals away from the slots to make sure that they were open, and after doing this supply temperature would rise. This procedure is recommended in the WG manual.
C. BTU Input. Beginning at 3:00 pm on February 25 and ending with at 5:00 am on February 26, the WG burned 1,433 lbs of wood, which at 6,050 BTU/lb amounts to 8,669,650 BTU input.
D. BTU Output. I had Dallas 1-wire DS18b20 sensors located as mentioned above. This data showing delta-T WG supply/return along with calculated flow rate shows BTU output. The chart which follows shows WG measured supply and return temperatures. From the data underlying this chart, I averaged delta-T, which was 23.74F degrees. Flow rate is calculated at 50 gpm. BTUh = 23.74 x 500 x 50 = 593,500. Total hours = 14. For the 14 hour period, BTU output was 8,309,000.
E. Efficiency. Based on BTU input of 8,669,650 and BTU output of 8,309,000, efficiency can be calculated by BTU Output / BTU Input, which is 95.8%, vs 86% for the Garn.
F. I also was able to log WG flue temperature, as it has an accessible steel flue fitting on the bottom of one side which received hot flue gases immediately as they exited the WG. I drilled a hole and inserted a probe K-type sensor into the center of the flue. Flue temperature were consistent between 420-480F, high burn and low burn included. Following is a chart showing WG flue gas temperature over the burn test period from 5:00 pm to 5:00 am.
")
")